



Produktuak


TM2580C Funtzio anitzeko mintz prentsa makina
Funtzioa
Profil handiko PVC, transferentzia beroa eta xafla bakarrean lan egiteko erabiltzen da.


Ezaugarriak
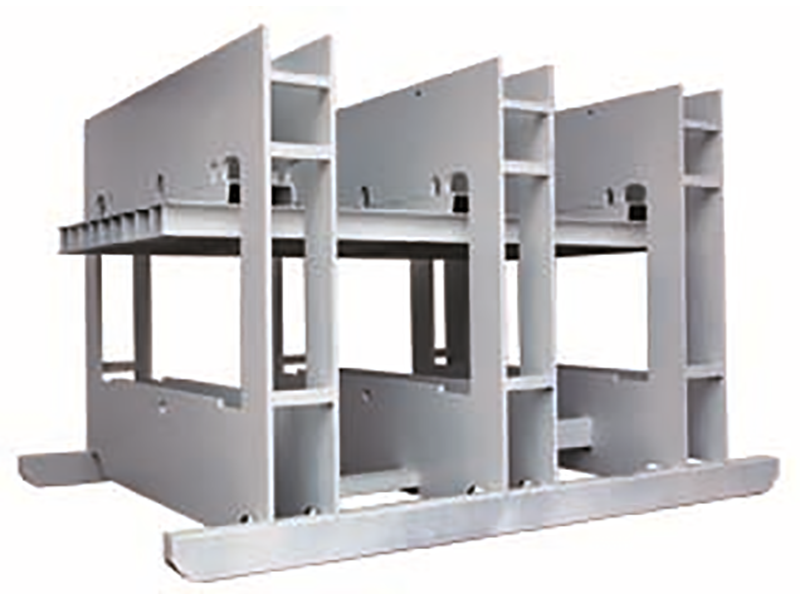
1. 25 mm-ko altzairuzko 6 plaka mekanizatuta deformatu gabe.Eta power point batean instalatuta.Egitura sendoa ematea.
2. lan-mahaiaren funtzionamendua DELTA maiztasun-transformadoreak kontrolatuta;abiadura txikian hasi, azkar korrika eta baxuan amaitu, zein


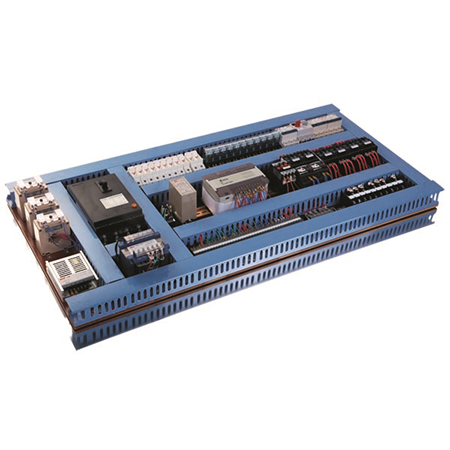
3.DELTA PLC kontroladore sistema eragilerako erabiltzen da, eta ukipen-pantaila automatikoki kontrolatzeko erosoa.
4. Huts-ponpa Txinan egina Alemaniako teknologiarekin teoria zuzenarekin, funtzionamendu ona eta mantentze erraza.BECKER alemaniar ponpa originala ere aukeratu dezakezu



5.Hartu SCHNEIDER 0910、2510 kontaktorea, Weidder Miller tarteko errelea eta DELTA DVP-32ESO.
6. Plug-in muntatzearen teoriarekin, Taiwan COMPASS sistema hidraulikoa berehala funtzionatzen du ahalmen handiarekin, eta gutxitan apurtzen da, erabili 5s presio hidraulikoa kargatzeko, eta horrek lan eraginkortasuna hobetzen du.


Zehaztapen Teknikoak
Kanpoko tamaina: 10030mm×2230mm×2150mm
Laneko plakaren tamaina: 2580 mm × 1270 mm (barneko tamaina)
Piezaren gehienezko altuera: 50 mm (atzealdeko taula barne)
Lan-presioaren balorazioa: presio positiboa≤0.6Mpa presio negatiboa≥-0.095Mpa bigarren karga-presioa: 0.4Mpa.
Potentzia orokorra: 55kw
Benetako energia-kontsumoa: 11kW inguru
Pisua: 12,7 T
Beira handiko PVC produktua egiteko giltza (beira handikoa egin badaiteke, erraza da PVC normal matea egitea):
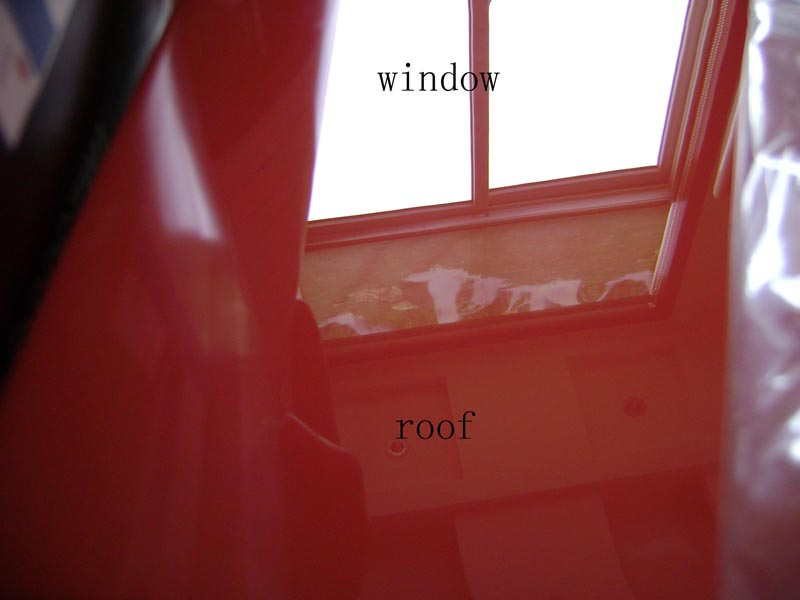
TM2580H Mintza prentsa-makinak distira handiko pvc taula perfektua egin dezake.Beira handiko PVC distira mantendu nahi baduzu, distira galdu gabe, 91 ℃ baino gehiagotan sakatzen amaitu behar da, gainditu ondoren, distira handia galduko da.Baina maila honetan, PVC ez da nahikoa bigundu itsasten amaitzeko, beraz, presio handia kargatu behar da PVC erdi biguna moldatzeko.Beroa oholaren gorakoa da ere, piezaren ertzaren tenperatura baxua da, beraz, "berokuntza txikiagoa" eginez ertzaren tenperatura igotzeko, hobetu PVC bigundua moldaketa ezin hobea amaitzeko.Bien bitartean, hutsean moldatzeko kolak beroa behar du lotzeko aktibatzeko, 2 mota daude: osagai bakarra (60 gradu) eta osagai bikoitzak (80 gradu). Kalitate itxaropentsurako, iradoki osagai bikoitzeko kola hartzea, beraz, lanerako piezaren ertzaren tenperatura ezin da. baxuegia izan, hau da, 80-91 ℃ bitartekoa izan behar du, "berokuntza baxuagoa" akabera lagun dezake. (Goian daudenak direla eta, iradoki ezazu beira altuko plaka edo diseinu sinplez egitea)
Presioaren teoria landu bi aldiz (marraztu ondoren)
Kasu gehienetan, makinak presio moduan lan egiten du behin, ez du axola pvc distira handikoa edo matea.
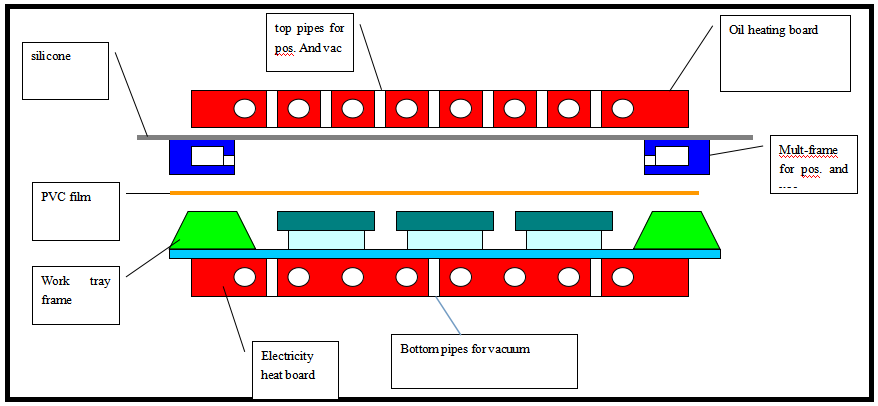
1. Egonean dagoenean, silikona "olioa berotzeko taulan" xurgatzen da berotzeko,
2. Gero, "lanerako erretilua" sartu eta altxatu,
3.Orain 'silikona' askatu zirkulu bat izateko (zirkulua zenbat kontrola daitekeen).
4.Ondoren, "mult-frame" hutsean hasten da, "pvc" eta "silikona" xurgatzen dira elkarrekin berotzeko.
5. Berokuntza-tenporizadorea amaitu da, hutsean egindako lanaren "beheko hodiak",
6.then presio positiboa kargatutako mult-frame batetik.Sakatu pvc produktuan elkartuta.
Kasu honetan pvc-a hausten bada, sentsoreek hori kontrolatuko dute, eta PLC-k automatikoki kargatzen du goiko hodietatik presio positiboa, silikonarekin funtzionatzen du.Beraz, bi aldiz lan egitea istripu kalteen kasuan makillaje prozesu bat da.
Eta horretan oinarrituta, funtzio gehiago hedatuta, silikonazkoa bakarrik lan dezakezu, edo silikonazkoa lehenik, gero berriro positiboa.PLCan ezarrita dauden modu guztiak.Kalitatea agintzen du eta silikona aurrezten du askotan erabileratik.Gainera, teknologia asko egokitzen, lan ezberdinetarako aukerak eman.
TM2580H-ren abantaila: kontuan hartu giza diseinua
1.abisatu iradokizuna PLC kontrolean ezarrita, akatsak argitu aurretik, erraz egiaztatu eta konpontzeko
2.sentsoreak makina osoan jarrita, lan-prozesu osoa kontrolatzen dute.
Anormala aurkitzen bada, lanaren kalitatea agintzen duen PLC kontrolean moduaren arabera egin liteke.
3. Murriztu operadorearen eskakizun profesionalak, PVC eta parametroen ezarpena ondo ezagutzen ez badute, lana ondo amaitu dezakete.
4.PVC makinaren barruan apurtzen bada, sentsoreek detektatuko dute eta erremedio-programa abiaraziko da (bi aldiz lan eginez) prozesatzea arrakastaz amaitu dela agintzen duena.
TM2580 serieko makinentzako aukerako gailua: (bereiz erosi behar da)
1. PVC ebaketa automatikoko gailua, oro har, PVCa 150-300m-ko erroilua, luzera desberdina moztu behar da lanean ari zarenean.gailu honek lan-eraginkortasuna areagotu dezake, hondakinak murrizten ditu funtzionamendu okerraren bidez eta lan intentsitatea murrizten du.

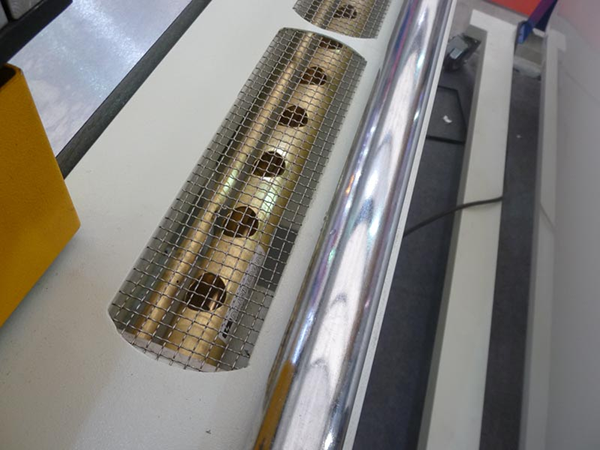

2. elektrizitate estatikoa kentzeko gailua.PVC filmak elektrizitate estatiko asko lortzen du, beraz, aireko eta lan mahaiko hautsa pvc-aren alderantz xurgatuko da, eta horrek distira perfektua suntsitu egingo du.Gailu estatikoa botatzeak aire konprimituaren bidez tentsio handiko ioien leherketa hartzen du estatikoa kentzeko (goiko irudia).
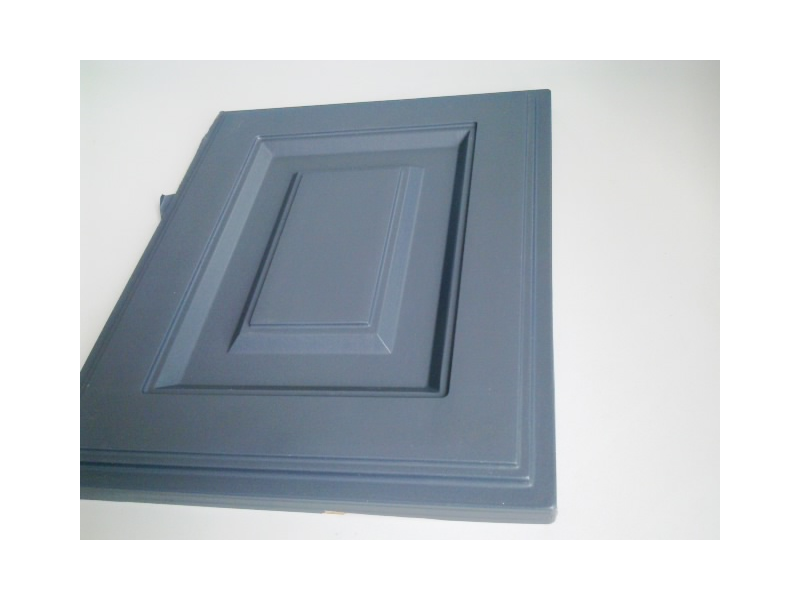
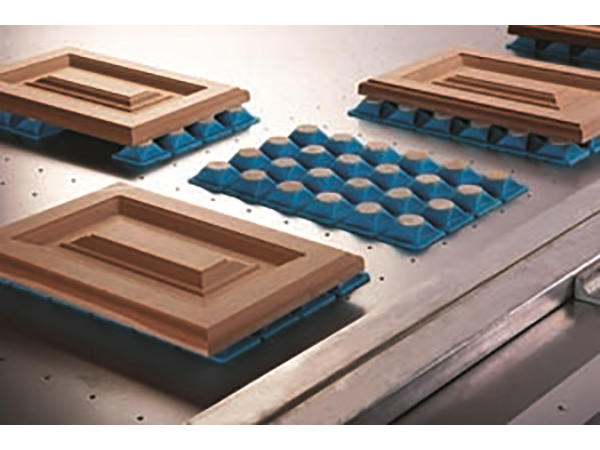
3. Bloke magnetikoa.Oro har, babes-taulek bezero gehienak nahasten dituzte;bloke magnetikoak murrizten ditu egurra edo MDFa babesteko.Irudia jarraitu da (Baina ez da begi-bistakoa piezaren zehaztapen asko bada, eta kalitate txarreko PVCrako ez da egokia)
4. PVC apalategiko bolumen anitzak: oraingoz hirugarren belaunaldia egiten ari gara, 6 eta 12 bobinetan banatuta.Ondorengo irudia bigarren belaunaldia da.



